
The objective of the Six Sigma quality improvement process is to prevent errors, failures or defects that have an adverse impact on the customer. Failure Modes and Effects Analysis (FMEA) provides the quantitative tools and the framework for project teams to identify potential failures in the process and to gauge the consequence of these failures on the customer.
FMEA is used during the Analyze stage of the DMAIC process to help identify activities or product features that are prone to failure. It can be used in the Design stage to determine which processes can be improved. FMEA can also be applied when Voice of the Customer data is used to redesign a current process, when an existing process is put into practice in a new way or at any time throughout the life of a process, product or service.
 How to apply FMEA
How to apply FMEA
 How to apply FMEA
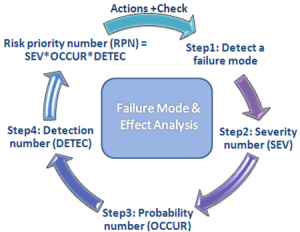
How to apply FMEAUsing FMEA to evaluate a process, product or service requires a project team with knowledge of all aspects of the production process. This team must have a clearly defined scope, and operate within it. The project team employs FMEA in the following stages:
- Determine how failure could happen in each step of the process
- Identify the consequences of failure at each step by asking the question: What happens when this failure occurs?
- Assign a severity ranking for each opportunity for failure on a scale from 1 to 10. Where a 1 has no impact on the customer, a 10 has a catastrophic impact
- Determine the likelihood of failure on a 10 point scale. 10 is the highest probability 1 is the lowest
- Determine the probability of detecting the error before it impacts the customer. Failures with the highest likelihood of detection are assigned a 1, while those with the lowest are assigned a 10
With this framework and these quantitative metrics in place the next step is to calculate the Risk Priority Number (RPN). Each step in the process can be assigned a RPN by simply multiplying the rankings of the severity, occurrence and detection levels.
Each potential cause of failure will then have a risk priority number between 0 and 1,000. Potential causes of failure with the high RPNs indicate the greatest areas of vulnerability to the process. Steps with the highest scores are targeted for improvement first.
Six Sigma teaches that of the three components of the risk potential number: severity, detection and occurrence that the most cost-effective approach is to address occurrence. Reducing the process errors has a direct impact on reducing the RPN of a potential error and provides a long-term solution.
Using the FMEA framework and rating scales to closely examine a product or process and to assign each step a risk profile number helps organizations determine source of greatest potential customer impact when a failure occurs. Quality improvement methods teach the importance of addressing the root causes of a process failure. FMEA takes this one step further by assigning each potential cause a risk priority number so that the most likely causes of failure that have the greatest impact on the customer can be addressed easily identified and addressed first.



{kind=link}