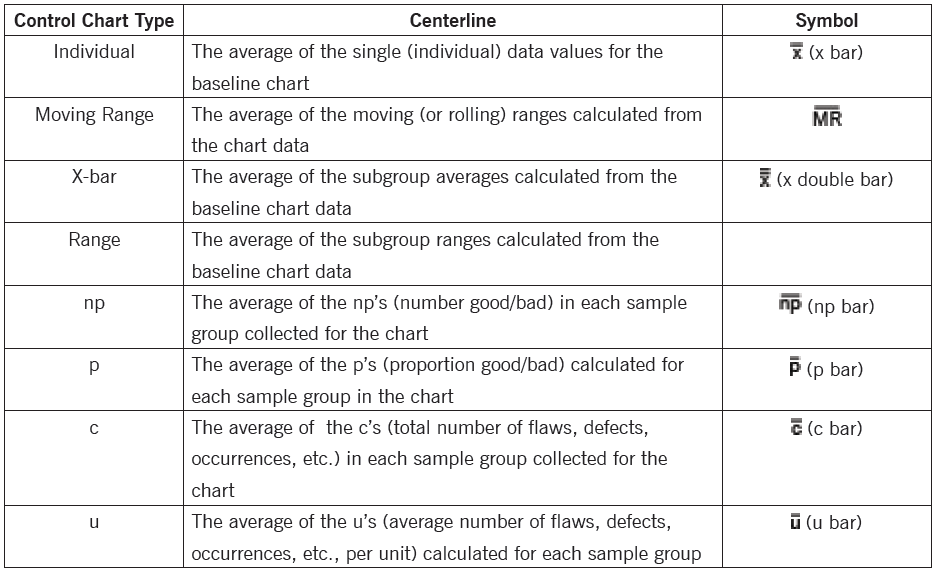
Control Chart Construction: Formulas for Centerlines
The following formulas are used to compute the Centerlines for Statistical Process Control (SPC) charts.

Learn the in’s and out’s of DMAIC and DMADV, including individual methods, quality control standards and industry trends, with these articles from Six Sigma Daily – your source for Six Sigma news and information.
The following formulas are used to compute the Centerlines for Statistical Process Control (SPC) charts.

A Run Chart is a basic graph that displays data values in a time sequence (the order in which the data were
generated). A Run Chart can be useful for identifying trends or shifts in process.
Example: A supervisor of a customer service center collects data on the number of complaints that are filed
each month. Data for the last several months are shown below.
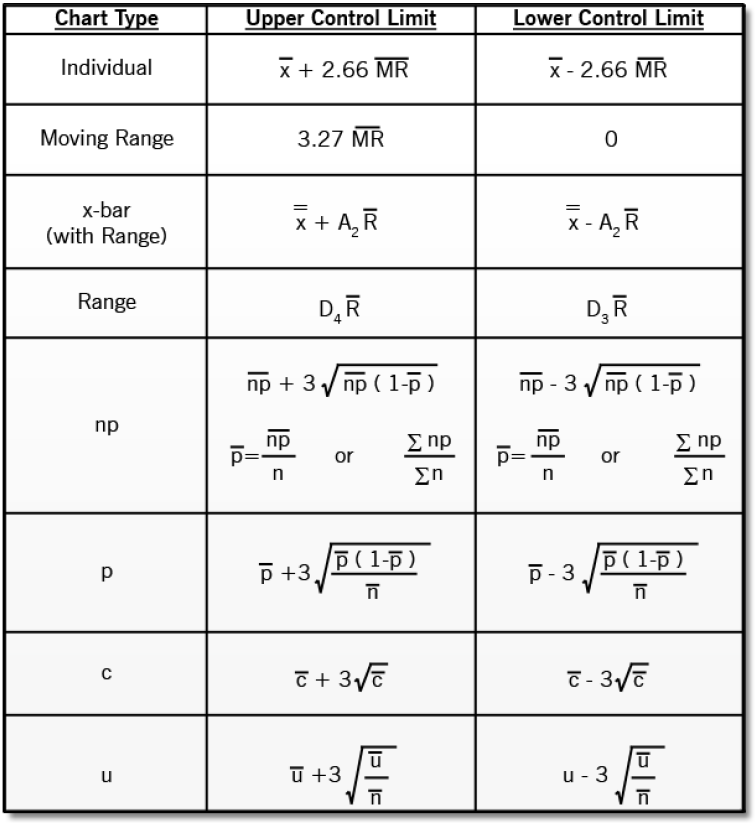
The following formulas are used to compute the Upper and Lower Control Limits for Statistical Process Control (SPC) charts. Values for A2, A3, B3, B4, D3, and D4 are all found in a table of Control Chart Constants.

The two most widely used Six Sigma methodologies are DMAIC and DMADV. Both methods are designed so a business process will be more efficient and effective. While both of these methodologies share some important characteristics, they are not interchangeable and were developed for use in differing business processes. Before comparing these two approaches in more detail, let’s review what the acronyms stand for.

How fine a measurement is sliced is referred to as Measurement Discrimination.
One way to visualize the amount of measurement discrimination is to look at the range portion of a control chart. It is points (dots) that you need to look at on the chart. You look for the number of strata (parallel layers) of the dots as they spread across the range chart. It is not the count of dots. Instead, it is a count of strata (parallel layers) of dots (you are looking for a minimum of six strata).

Rational Subgrouping is the name given to the way in which data are organized into subgroups for process control charts. Rational subgroups for process control charts involve the use of process and product knowledge and judgment, but there are a few basic principles that should be followed.

DMADV is a Six Sigma framework that is focuses primarily on the development of a new service, product or process as opposed to improving a previously existing one. This approach – Define, Measure, Analyze, Design, Verify – is especially useful when implementing new strategies and initiatives because of its basis in data, early identification of success and thorough analysis.

The Moving Average Control Chart is a time-weighted control chart that is constructed from a basic, unweighted moving average. It is often advisable to use the moving average control chart when you desire to quickly detect a change or shift in the process since it is more sensitive to shifts in the process than the traditional average and range control chart (i.e., X-bar and R). Under the appropriate conditions, however, it is not as sensitive as the Exponentially Weighted Moving Average chart (EWMA).

The Moving Average Control Chart is a time-weighted control chart that is constructed from a basic, unweighted moving average. It is often advisable to use the moving average control chart when you desire to detect a quickly detect a change or shift in the process since it is more sensitive to shifts in the process than the traditional average and range control chart (i.e., X-bar and R).

One of the best ways to systematically improve your business processes is to use the DMAIC (Deh-May-Ick) framework. DMAIC is a highly effective, data-driven, five-step approach to business that is one of the many useful components of the Six Sigma toolkit. The main goal of DMAIC is to eliminate expensive variation from business and manufacturing processes.