
X-MR Control Chart Constants
Below is a table of control chart constants used to calculate Control Limits. The constants are used as follows: D3 and D4 are used in X-MR (I-MR) charts A2, D3, …

Learn the in’s and out’s of DMAIC and DMADV, including individual methods, quality control standards and industry trends, with these articles from Six Sigma Daily – your source for Six Sigma news and information.
Below is a table of control chart constants used to calculate Control Limits. The constants are used as follows: D3 and D4 are used in X-MR (I-MR) charts A2, D3, …
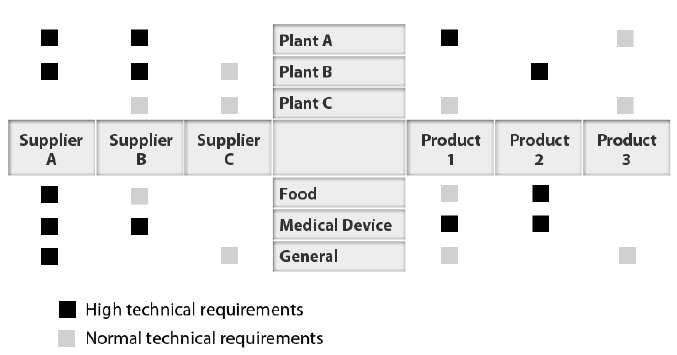
A Matrix Diagram is a tool that illustrates the critical relationships between or among two or more groups. It can be enhanced to show things like the strength of the relationship or the different aspects of the relationship. The basic X-Shaped Matrix Diagram typically shows the critical relationships of four groups of items in a kind of circular flow.

Studying Six Sigma? Learn the X-MR control chart construction rules here. 1. The data must be continuous.
2. The sample size is 1 and cannot vary.
3. Collect the data in a consecutive manner. (In production order)
4. For the first chart on a process, collect at least 20–25 sample groups to ensure that an adequate measure of process variation has been taken.
5. Calculate the data points to be plotted on the chart.

Taken from the Japanese word for improvement, change for the better, or continuous improvement, the concept of Kaizen has evolved since the 1950s into a business strategy of making small, but continuous changes for the better in company operations.

What are histograms and why are they used? Histograms are used to show the distribution of data or the pattern of data across categories.
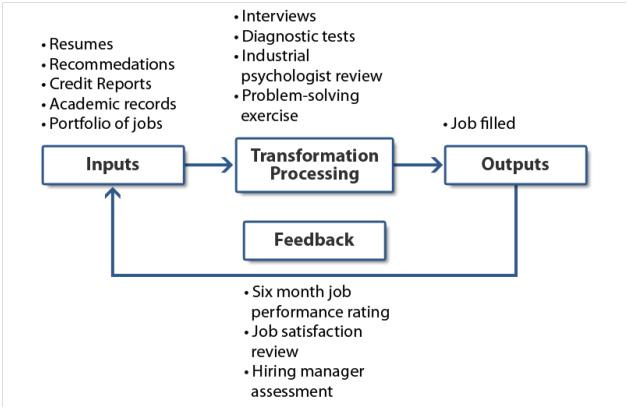
A small engineering firm uses the Input-Output Model after there are concerns with the hiring process. This example IPO Model was created to analyze and document the process.

Three illustrations accompanied by scenarios of these common types of target values:(1) smaller is better, (2) larger is better, and (3) nominal is best. A target value of a process is the numerical aim that is preferred for the quality characteristic of interest.